Summary Climbing the Mountain (Lean six sigma Green Belt)
procesmanagement (LMvM2.pm.2122)
Hogeschool Windesheim

Reacties
Preview tekst
Summary Climbing the Mountain – Lean Six Sigma
Chapter 1: World Class Performance Inhoud
- 1 Competitive strategies
- 1 History of continuous improvement
- 1.2 Lean Manufacturing
- 1.2 Six Sigma
- 1.2 Theory of constraints (bottle neck theory)
- 1 Philosophy and principles
- 1 Organizational process management
- 1.4 Organizational development
- 1.4 Process development
- 1.4 Business Performance
- 1 Project selection process
Chapter 3: Project Management
- 3 Roles and responsibilities
- 3 Process Improvement roadmaps
- 3.2 Kaizen roadmap
- 3.2 DMAIC roadmap
- 3 Voice of Customer
- 3 Project Charter
- 3.4 Project focus points
- 3.4 Project benefits calculation
- 3 Project management techniques
- 3.5 PERT
- 3.5 Gantt Chart
- 3.5 DMAIC Tollgate reviews
Chapter 4: CIMM level I: Creating a solid foundation
- 4 Organized work environment (5S)
- 4 Standardized Work
- 4.2 Documentation
- 4.2 Training Within Industry (TWI)
- 4 Quality Management
Chapter 5: CIMM level II: Creating a Continuous Improvement culture
- 5 Kaizen
- 5.1 Short Interval Management
- 5.1 Visual Workplace
- 5.1 Root Cause Analysis
- 5.1 Kaizen Events
- 5 Basic Quality tools
- 5 Basic Management tools
- 5 Kaizen
Chapter 6: CIMM level III: Creating Stable and efficient processes
- 6 Process Mapping
- 6.1 Flow Chart
- 6.1 High level process description
- 6 Lean performance metrics
- 6.2 Efficiency vs. effectiveness
- 6.2 Lean performance metrics
- 6.2 Data types
- 6 Reducing Muda (Waste)
- 6.4 Waste Identification (Operational).......................................................................................
- 6.4 Waste Identification (Customer)
- 6 Reducing Muri (Overburden)
- 6.5 Flow
- 6.5 Work balancing
- 6.5 Total Productive Management (TPM)
- 6 Reducing Mura (Unevenness)
- 6.6 Pull
- 6.6 Levelling
- 6.6 Quick Change Over (SMED)
- 6.6 VSM future state
- 6.6 Poka Yoke and Jidoka
- 6 Process Mapping
Data within TP is very often discrete (example: number of defect) while data in MP is more continuous (example: mean, standard deviation).
Generally, changes tend to generate more resistance within TP than thew would in MP.
1 History of continuous improvement
The concept of quality as we think of it now first emerged during the Industrial Revolution. In de late 19 th century pioneers such as Frederick Winslow Taylor and Henry Ford recognized the limitations of the methods being used in mass production at the time and the subsequent varying quality of output. Many would say that Lean started with Henry Ford. Initially this was more a Lean initiative than a quality management initiative. Each T-Ford was supplied in any desired colour, as long as it was black and it was supplied with a tool box in the trunk. Later Ford emphasized standardization of design and component standards to ensure a standard product was produced. Management of quality was the responsibility of the Quality department and was implemented by inspection of product output to ‘catch’ defects.
Walter Andrew Shewhart - American physicist and known as the father of statistical quality control - The basis for the control chart and bringing the production process into a state of ‘Statistical Process Control (SPC). - He is also the founder of the PDCA circle. The application of statistical control evolved during WOII where quality became a critical component.
Ronald Aylmer Fisher was an English statistician created the Analysis of Variance (ANOVA) and Design of Experiments (DOE).
Adam Smith – The Wealth of Nations - Industrial revolution: division of labour, productivity and free markets. - Scottish enlightenment/ Scottish agricultural revolution - Paradigm shift in the field of economics
F. Taylor – Principles of Scientific Management - Scientific management - Standardization and standard operating procedures - Bonus
Juran – Juran on Planning & Quality - Quality, Quality management - Adding the human dimension to quality management - Resistance to change was the root cause of quality issues - Pareto diagram - Cost of poor quality (COPQ) - Inspired the Japanese Union of Scientist and Engineers - Working independently of W. Edwards Deming (PDCA)
The Machine that Changed the World (Lean management) James P. Womack and Daniel T. Jones – 1996
Masaaki Imai is a Japanese organizational theorist and management consultant, known for his work on quality management, specifically on Kaizen.
1.2 Lean Manufacturing
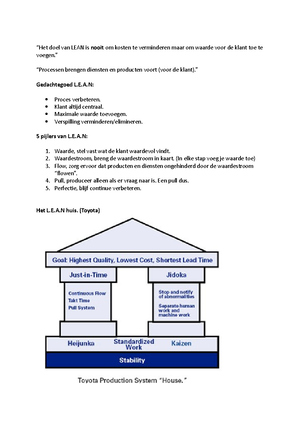
Lean focuses on stability and the elimination of Waste. It began with Henry Ford, who lined up fabrication seps using Standardized Work and interchangeable parts. Ford called this his Flow production. The problem with this system was its inability to provide variety.
After WOII Kiichiro Toyoda , Taiichi Ohno and others at Toyota started looking at Ford’s situation. Toyota wanted to scale up production but lacked financial resources. The company developed the Toyota Production System (TPS) where they used ideas from Ford but developed Just In Time, the Pull Concept and Jidoka themselves. The Lean thought process is thoroughly described in the books ‘The machine that changed the world’ (1990) and ‘Lean Thinking’ (1996) by Womack, Jones and Roos.
1.2 Six Sigma
It was 1979 when Motorola was engaged in a painful process of delf-discovery and began to realize the extent to which it had lost market share in many segments: their quality was bad. They began its search for ways to eliminate Waste and improve its quality. Engineers Bill Smith and Mikel Harry were credited for their work aimed at improving processes and for finding and resolving defects. This was the foundation for what we call Six Sigma today. Six Sigma focuses on capability and reducing variation. Motorola’s program was so radical that managers were forced to think about the business differently.
Lean and Six Sigma have a strong foundation for: - Improving customer value - Improving quality - Reducing lead time - Improving delivery performance - Reduce operational costs
1.2 Theory of constraints (bottle neck theory)
This is a methodology for identifying the most important limiting factor (i. constraint) that stands in the way of achieving a goal and then systematically improving that constraint until it is no longer the limiting factor. In manufacturing, the constraint is often referred to as a bottleneck.
1 Philosophy and principles
The five Lean principles
1 Organizational process management
Continuous improvement consists of both visible and invisible aspects. The visible aspects are the techniques and activities, while the invisible aspects are the strategy, leadership, competencies and involvement of employees.
To support organizations in the continuous improvement process, the LSSA has developed the Continuous Improvement Maturity Model (CIMMTM). CIMM summarizes all best practices elements of many different improvement methods in one framework, along two axes. The first axis focuses on developing the employees and the organization, while the second axis focuses on improving processes.
1.4 Organizational development
- Clear direction and Focus (CIMM level I: Strategy)
- Quality of management (CIMM level II: Leading)
- Openness and Action Orientated (CIMM level III: Openness)
- Learning Organization (CIMM level IV: Learning)
- Organization Agility (CIMM level V: Agility)
1.4 Process development
Creating a solid foundation (CIMM level I) - Focusing on creating a proper foundation, before working on process improvement programs. - Creating a safe and organized work environment, standardized work and a quality management system. - Following the PDCA roadmap and A3-report.
Creating a Continuous Improvement culture (CIMM level II) - Focusing on creating a culture in which all employees are involved in the improvement process. - Kaizen philosophy of Masaaki Imai - Improvements in the workplace (Gemba), like 5S. - Based on continuous improvement in small steps. Realizing a large number of small improvements, eventually a big improvement has been achieved. Thereby employees can adapt much easier. - The roadmap used at this level is the PDCA cycle or A3-report. - A Kaizen project lasts about a few days and is executed by employees at the Gemba. - Short Interval Management and Work In Progress control. - Its important to involve as much as employees as possible to create a continuous improvement culture.
Creating stable & efficient processes (CIMM level III) - Main goal is the prevention of unsafe situations, stress, firefighting, long delivery times and poor quality. - When employees focus on adding value and eliminating Waste, the quality automatically increases. - The five Lean principles are the basis and the roadmap is DMAIC (Define, Measure, Analyse, Improve, Control). - Risk management, Flow, Pull, FTR. - Most powerful tools in this level are Value Stream Mapping (VSM), Total Productive Maintenance (TPM) and Theory of constraints/Bottleneck Theory.
Creating capable processes (CIMM level IV) - Focusing on reducing the variation to increase predictability and quality. - The improvement method is Six Sigma. - The roadmap is DMAIC. - A Six Sigma project usually takes 3 to 6 months.
Creating future-proof processes (CIMM level V) - A combination of Product Lifecycle Management (PLM) and Design for Six Sigma (DfSS). - PLM is the process of controlling the entire product lifecycle and DfSS is a systematic approach and application of some powerful techniques in the development process of new products/systems.
1.4 Business Performance
Critical Success Factors (CSFs) help us to define the areas which are to be improved so that success in ensures. They are defined as ‘What should be done in order to get successful?’. CSFs are more of qualitative nature like ‘What makes customers satisfied?’.
Key Performance Indicators (KPIs) are used to measure success. They are defined as ‘How successful are we?’. KPIs are usually quantitative of the form of a ratio of percentage value.
So: CSFs are the cause of success, whereas KPIs are the quantified effects of the actions.
Chapter 3: Project Management
Project Management can be defined as the application of knowledge, skills, tools and techniques to project activities to meet the project requirements.
3 Roles and responsibilities
The Champion - The problem owner or the person who has identified the project. For a Green Belt project, this can be a supervisor or department leader. For a Black Belt project, this van be a member of the Executive Committee. - The Champion is also the initiator of the Project Charter and plays an important role in process monitoring the project progress. - The Champion ensures that the project gets priority and makes sure any barriers will be removed.
Master Black Belt (Sensei) - A process improvement expert who is responsible for deploying the overall Lean Six Sigma program and internal training programs. - At least 5 years of experience executing programs himself/herself. - Supporting management in selecting breakthrough projects. - Supporting Green Belts and Black Belts executing their projects.
Black Belt - An expert in executing Lean Six Sigma projects. - Responsible for management breakthrough projects and supporting improvement-teams. - Very often Black Belts are full time assigned to process improvement programs.
Green Belt - A specialist in executing Lean Six Sigma projects who is able to achieve significant improvements in performance and quality. - Green Belt projects have a smaller scope and are less complex than Black Belt projects (often one department process or expertise).
Orange Belt - Employees who are familiar with Lean Six Sigma methodology and are able to apply problem solving and Lean tools, but will probably need support of a Black Belt to apply these tools. - They are executing Kaizen and Lean projects or less complicated Six Sigma projects. - They are often team leaders of supervisors.
Yellow Belt - When an organization decides to implement Lean Six Sigma, very often large groups of employees will be trained at the level of Yellow Belt to create a strong foundation. - The vision and strategy related to process improvement forms the basis for this training, and a few Lean Six Sigma methods and tools will be taught. The type of tools depends on the improvement program (Fit for Purpose).
3 Process Improvement roadmaps
3.2 Kaizen roadmap
Many small improvement projects, like Kaizen events and other Level-II initiatives, follow the PDCA approach. It’s also known as the Deming of Shewhart Cycle.
Plan - Identify a relevant issue. - Forming a team that has the knowledge and time. - Team is empowered to implement the solution. - Quality tools like the Ishikawa or 5-Whys can be used in this phase. - Generate a solution and implantation plan.
Do - The team will execute the implementation plan. - Put in place the solutions that will take away the root cause.
Control - The team will compare the data of the improved process. - Measure the effect of the solution. - Is the output what they would expected?
Act - The team will review if the actions have achieved the right effect and if any additional actions need to be initiated. - They have to sustain the established improvement.
A3-report The A3-report is composed of a number of boxes arrayed in a template. Often the PDCA steps are followed and visualized in the template. The ultimate goal is to make the process of problem solving transparent and sharing the solution with others. The danger is that organization use the tool for window dressing.
- Problem background
- Current problem conditions
- Desired goals
- Analysing to establish causality
- Possible countermeasures
- Action plan to implement solution
- Follow-up actions
3.2 DMAIC roadmap
DMAIC refers to a data-driven improvement initiative used for improving, optimizing and stabilizing business processes and products.
Define - The purpose of this phase is to clearly define the problem statement, goals, scope and project timeline. - Based on the problem statement and the scope of the project, a team is formed and a project manager is assigned. The Champion is the project owner.
- ‘Delighters’: These attributed provide satisfaction when achieved but do not cause dissatisfaction when not (‘Helpdesk operator wishing you a good day’).
3 Project Charter
At the start of larger projects, a Project Charter will be produced. This is a document agreed between the Champion and the project manager that included the problem description, scope, objectives, timing, budget and resources. It should mention the project or service and the customer concerned.
3.4 Project focus points
A project should address at least one of the following focus points: - Quality: products/services according to specifications. - Delivery: products/services at agreed timings. - Cost: product/services at competitive pricings.
Quality can be improved by increasing effectiveness and capability of the process; Costs can be reduced by increasing productivity and by innovation while Delivery performance can be increased by agility and efficiency. In the end, a higher quality performance and delivery performance will also lead to lower costs.
3.4 Project benefits calculation
Its important to understand where project benefits are likely to be realised. For example, if customers are switching to a competitor because our delivery time is too long, a project to reduce delivery time might be launched. These benefits can be classified in the following categories:
- Direct hard benefits: labour costs, resource savings, reduced Work in Progress.
- Indirect hard benefits: fewer mistakes, responsive service, improved reputation.
- Soft benefits: happier employees, improved brand reputation.
- Risk or Loss Avoidance benefits: an estimate of the number of customer that would have been lost if the improvement had NOT taken place, multiplied by the average profit earned from a customer.
3 Project management techniques
3.5 PERT
A technique that was designed to analyse and represent the dependencies and duration of tasks, and to visualize the shortest completion route ( critical path ), is Program Evaluation and Review Technique (PERT). It is a method to analyse the activities within a project, the order in which they must be completed, the time needed to complete each task en to identify the minimum time for the whole project.
The minimum time required to complete to project is equal to the longest path duration. In this example path BC forms the critical path and it will take 7 months to complete the project.
3.5 Gantt Chart
A Gantt Chart is used to support time management and to visualize the time schedule of a project. The left side contains a vertical tree of project elements at different levels of granularity. The elements can be represented in a Work Breakdown Structure (list of activities) of a Product Breakdown Structure (list of deliverables as result of the activities).
The critical path should be highlighted. The Gantt Chart gives the project manager the opportunity to visualize and manage progress.
4 Standardized Work
- If we have no standards, we need to develop them.
- If we have standards, we should work according to the standards.
- If we work according to the standards, we should continuously try to improve the standards.
4.2 Documentation
For each operational step, a Standard Operating Procedure (SOP) is composed. The SOP is more than a work instruction document. Its created by the employees by agreeing on the best way to operate the process. - It describes what items or tools are required and the sequence of the process activities. - It describes what the final product should look like and what quality checks need to be performed on the product.
Standardized Work also includes: - How much raw material or components should be on hand and how often component levels must be replenished. - How often products are retrieved from the work cell and how they should be packed or stored. - How information should be documented and archived.
4.2 Training Within Industry (TWI)
TWI is a practical approach to establish and maintain Standardized Work. It generated cooperation and positive employee relations; it teaches supervisors how to quickly and correctly train employees and is used to solve problems efficiently and effectively. TWI consists of the following three pillars:
1 – Job Relations (JR): - Job Relations teaches the foundations of positive employee relations. JR is based on the concept that a supervisor achieves results though people. Good relations = good results.
Solving relation problems at work: Step 1: Get the facts Step 2: Make a consideration and decide Step 3: Action! Step 4: Test the results
2 – Job Instruction (JI): - This program teaches the method with which to instruct employees how to perform a job correctly, safely and conscientiously. It requires how to identify the ‘One Best Way’ and to teach this process to all. - JI reduces the time needed to learn a task and increases the safety and reduces the number of production errors. JI is a set of skills and not a set of documents like QS or ISO - JI teaches you how to describe a task and develop a training schedule for developing skills. JI is to train the trainer, by which standard do you train people
Step 1: Prepare the student Step 2: Demonstrate the task Step 3: Test the execution Step 4: Follow up
3 – Job Methods (JM): - This develops individuals to breakdown jobs info their constituent activities; every detail is questioned in a systematic manner to generate ideas for improvement. - JM is a practical tool which helps you to produce better quality products in less time, by a more effective use of available people, machinery and materials. - You can use Job methods in establishing Improvement in part of process.
Step 1: Make a task description Step 2: Be critical on each part Step 3: Develop the new method Step 4: Apply the new method
Instability by Machinery
Wastes by machines:
Availability 1. Break-down/failure equipment problems, unscheduled maintenance 2. Idle time warming-up, waiting for raw materials or operator 3. Line restraints change-over time, empty input buffer, full output buffer Performance 4. Cycle-time/reduced speed operator inefficiency, not reaching design specification 5. Short stops misfeeds, blockage, cleaning, checking Quality 6. Scrap broken or damaged 7. Rework complaint, late delivery and part incorrectly calibrated
Toyota identifies two types of maintenance: 1. Breakdown maintenance: repair, oil and lubricating, etc. 2. Preventive maintenance: standardization, training, etc.
Downtime Time during which a machine, especially a computer, is out of action or unavailable for use.
Functional decline Repeatedly occurring of small problems and short stops which causes break- downs. Problems which are dealing with functional decline often end up in short stops /down-time. Functional defect Isolated cases of large, catastrophic problems that lead to prolonged downtime. This type of loss is often associated with sudden functional component failures and is often (but not always) difficult to predict.
It is often useful to analyse the 5 most “break-down” sensitive machines in frequency and importance because the causes can be different. Use a Pareto diagram, 5 Whys or/and a Ishikawa.
- During the day at specified intervals, the team’s actual performance is compared to the planned performance for that interval. It reduces the response time if the team is underperforming and corrective actions are needed.
Scrum - A special tool for Short Interval Management is Scrum. This is a methodology that can be applied to nearly any project. - Project development applying Scrum progresses via a series of iterations that are called ‘Sprints’. The duration of a Sprints may vary between direct organizations, but is commonly one to four weeks. - The advantage of Scrum is that it is very adequate for handling changes in requirements and that it focuses on delivering an operational or shippable version of the product at the end of each Sprint.
5.1 Visual Workplace
Visual Workplace helps organizations to reduce Waste and to maintain improvements over a long time. This is achieved by: 1. Improving communication 2. Reducing complexity 3. Making abnormalities visible
The purpose of a visual workplace is that everything is self-explanatory. Information about progress, priorities and quality is visible at a glance. This eliminates a lot of questions from employees to supervisors and department leaders. Lean also means an open communication; no problems are swept under the carpet. Examples of Visual Workplace are:
5S programs/Red Tags Shadow boards (SMED) Floor marking White machines (to identify abnormalities)
Colour coding Kanban cards
Andon lights Poka Yoke Status boards
5.1 Root Cause Analysis
Root Cause Analysis is a method of problem solving that tries to identify to root causes of faults or problems. Techniques are 5-Whys, Is-Is not and the Cause & Effect diagram. Using the correct terminology is necessary within RCA to prevent confusion:
- Symptom: a characteristic of complaint belonging to a specific problem
- Effect: a deviation of expectation (problem) or unexpected effect with unknown cause
- Failure: the way in which a component fails functionally, causing a problem
- Cause: the contributing factors that led to the failure
- Root cause: the deepest underlying reason for the cause to originate
5.1 Kaizen Events
A Kaizen event is typically about a small improvement project, like Waste elimination and Cycle Time reduction. Further examples are:
Improving equipment set up and tooling change Improving ergonomics and safety Improving quality Reduction of cost Designing bins and racks for storage of raw components and finished goods
Designing forms, templates and inspection criteria Waste identification and elimination Problem solving activities
Kaizen is carried out at the place where it happens: the Gemba. When problems occur you should ‘Go to the Gemba’ rather than looking for solutions behind a desk or in a meeting room. Employees on the floor very often have good ideas for solutions and improvements. The only issue is that managers forget to ask them and involve them.
The Kaizen principles are: 1. Teamwork: create commitment for all 2. Personal discipline: follow the standards 3. Better moral: ensure good work morale 4. The quality circle: follow the PDCA improvement cycles 5. Suggestion for improvement: be receptive to new ideas and suggestions
Kaizen events are coupled very often to Standardized Work. If an abnormality occurs, always ask yourself the following: ‘Was there no standard?’, ‘Was the standard followed?’ and ‘Was the standard sufficient?’.
A typical Kaizen event is the Kaizen Blitz. It is the most well known and most effective way of achieving immediate and obvious gains. The Blitz takes from a few days up to a week and is led by a facilitator (Lean facilitator, supervisor or external consultant). The team focuses on one specific area, and often concentrates on the removal of the eight types of ‘Waste’ (TIMWOODS). The first Blitz can be very much like an initial 5S implementation.
Genchi Genbutsu means ‘Go and See’. It is one of the principles of the Toyota Production System/House of Toyota. It means that in order to truly understand a situation one needs to go to the Gemba. The creator of the House of Toyota, Taiichi Ohno, had a special way of teaching managers the power of Genchi Genbutsu. He drew a circle on the floor with a piece of chalk and ask the manager to stand in the circle and observe what he saw. Usually Ohno had spotted an irregularity and wanted the manager to see the same. If the manager didn’t see this, Ohno’s response would be ‘Watch some more’. The chalk circle is known as the Ohno Circle.
Summary Climbing the Mountain (Lean six sigma Green Belt)
Vak: procesmanagement (LMvM2.pm.2122)
Universiteit: Hogeschool Windesheim




- Ontdek meer van: